Explore our core industrial grade welding items engineered for stability, high deposition rate, and superior metallurgical integrity.






Welding flux is not merely a consumable; it is the biochemical heart of high-integrity metal joining. In large-scale industrial infrastructures, particularly under Submerged Arc Welding (SAW) and Shielded Metal Arc Welding (SMAW), welding fluxes play a critical metallurgical role. They prevent oxidation, stabilize the electric arc, refine the grain structure of the weld puddle, and introduce essential micro-alloying elements that determine the final mechanical characteristics of the structural joint.
Globally, the demand for high-performance welding fluxes is driven by escalating structural reliability standards in heavy industries. In the oil and gas sector, offshore drilling rigs and pipelines operating in ultra-cold environments depend on agglomerated flux options that deliver low-temperature impact toughness down to -60°C. Similarly, in wind energy infrastructure (specifically tower fabrication), sub-arc welding fluxes must maintain high-speed deposition rates while keeping diffusible hydrogen levels below 4ml/100g of deposited metal (H4 rating) to prevent hydrogen-induced cracking (HIC).
The metallurgical formulation determines whether a flux is acid, neutral, or basic. Modern engineering specifications demand high basicity index (BI) fluxes for critical structural welds to achieve optimal cleanliness, low inclusion content, and remarkable toughness. Shijiazhuang Tianqiao Welding Materials Co., Ltd. continuously refines chemical compound ratios using advanced silicon, manganese, and fluoride combinations to yield excellent slag detachability and minimal moisture re-absorption.

Analyzing why global procurement offices focus on Shijiazhuang as a primary source for welding consumables.
Over a decade and a half of dedicated formulation development, testing, and continuous manufacturing refinement in Shijiazhuang.
Strictly compliant with AWS, EN ISO, JIS, and GB standards, with active export channels covering more than 60 countries.
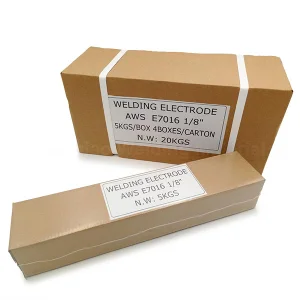
Advanced baking systems ensure that low-hydrogen electrodes and agglomerated fluxes satisfy strict crack-prevention requirements.
Direct access to the 107 National Highway, Shixing, and Jingzan highways enables immediate port delivery and seamless transport logistics.
China's dominance in the global welding consumables market is built on robust vertical integration. As a specialized OEM Welding Flux Manufacturer, Shijiazhuang Tianqiao Welding Materials Co., Ltd. benefits from immediate domestic access to high-grade raw mineral deposits, including high-purity rutile sand, fluorite, and silicates. This geographic and supply-chain centralization allows our R&D team to quickly prototype and scale specialized flux formulations at a fraction of the cost of Western competitors.
Furthermore, our advanced digital production lines maintain highly uniform grain sizing and baking temperatures. In submerged arc welding flux production, precise baking is vital; improper thermal treatment results in moisture retention, leading to weld porosities and structural failures. Our facility integrates automated multi-stage calcination kilns that eliminate free moisture and control chemically bound water, ensuring stable arc behavior and superior bead aesthetics.

Different geographic markets face distinct welding challenges due to varying structural materials, regional safety codes, and climate conditions. Tianqiao engineers have spent years designing custom fluxes for diverse regional applications:
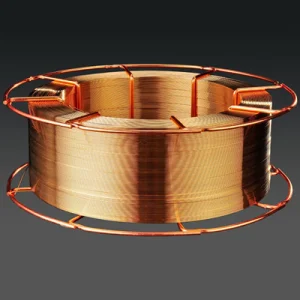
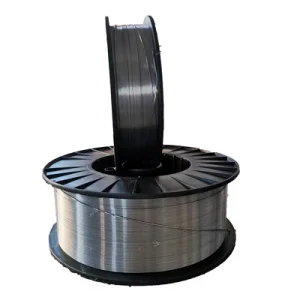
By matching our flux formulations with our companion wire lines—such as our low alloy wires, stainless steel options, or copper-coated mild steel wires—we offer unified welding solutions that guarantee predictable mechanical performance, chemical composition, and crack resistance.
An inside look at Shijiazhuang Tianqiao Welding Materials Co., Ltd.'s professional engineering organization.
Founded in 2007, Shijiazhuang Tianqiao Welding Materials Co., Ltd. has established itself as an authoritative manufacturer in the global welding consumables sector. Located 30 kilometers southwest of Shijiazhuang, our facility enjoys rapid, high-volume logistics connections, allowing for fast, cost-effective container transit.
Our organization is structured to maintain strict compliance with international E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) criteria. This structural design includes specialized divisions working together to verify material quality:
Oversees the high-volume, automated manufacturing of welding electrodes under the "Yuanqiao" and "Changshan" brand names, along with companion sub-arc fluxes and wires.
Focuses on metallurgical research, slag chemistry optimization, and custom client formulation requests for challenging low-temperature or high-strength applications.
Performs chemical composition testing, diffusable hydrogen analysis, and mechanical testing (Charpy V-Notch impact, tensile strength, yield strength) on every production batch.
Manages shipping operations, Customs compliance, and client service, ensuring reliable product delivery to markets in North America, Europe, Australia, and Asia.
Our corporate philosophy rests upon the pillars of "Supreme Quality, Honesty, and Win-Win Cooperation." We do not aim for transactional volume; instead, we build long-term, mutually beneficial relationships with global distributors, state-owned engineering contractors, and private fabrication enterprises.
The welding industry is shifting toward automation and environmental sustainability. For procurement managers and engineers, staying competitive requires selecting welding materials that align with these developments:
1. High-Speed Automation Integration: Collaborative robots and robotic welding cells need highly uniform welding materials. Agglomerated fluxes must deliver stable performance at high amperages without causing slag buildup or arc interruption.
2. Green Welding Formulations: Modern standards emphasize lower workplace emissions. Our research focuses on reducing toxic fluoride vapor emissions, creating a safer environment for operators.
3. Advanced Moisture Protection: Humidity-resistant packaging is essential to prevent moisture absorption in humid shipping environments, eliminating the need for pre-welding baking.
To evaluate a supplier effectively, procurement offices should verify their testing capabilities, check for raw material batch traceability (e.g., tracking rutile sand or steel rod sources), and confirm that mechanical test certificates (MTRs) match international standards.
Our specialized products support core sectors worldwide, ensuring mechanical reliability under heavy stress:
Addressing key technical and logistics questions from procurement managers and welding engineers.
Agglomerated fluxes are produced by mixing powdered minerals and alloying elements with a liquid binder (like water glass), followed by pelletizing and baking at relatively low temperatures (around 400°C–900°C). This process allows the inclusion of deoxidizers and ferroalloys directly in the flux, improving the weld's mechanical properties. In contrast, fused fluxes are melted at high temperatures (around 1500°C), making them highly resistant to moisture absorption, though they cannot easily introduce active deoxidizers or micro-alloying elements.
The Basicity Index (BI) measures the ratio of basic oxides (like CaO, MgO, CaF2) to acid oxides (like SiO2, Al2O3, TiO2). Fluxes with a higher BI (typically above 1.5) produce cleaner weld metal with fewer oxygen inclusions. This significantly increases toughness, especially in low-temperature environments. However, highly basic fluxes can have less stable arc characteristics and less fluid slag compared to acid or neutral fluxes.
Buyers should ensure the manufacturer is ISO 9001:2015 certified for quality management systems. Product certifications should align with international classification societies such as ABS, DNV, LR, or BV, and comply with AWS (American Welding Society) and EN ISO standards. Requesting Batch Test Certificates (conforming to EN 10204 Type 3.1) verifies the exact chemical and mechanical values of the supplied batch.
Welding flux must be stored in dry, weatherproof conditions, off the ground, and in its original sealed packaging. If a flux absorbs moisture, it should be re-baked before use. For agglomerated fluxes, baking at 300°C–350°C for 1 to 2 hours is typically recommended to restore dry conditions and prevent hydrogen-induced cracking in critical joints.
Explore our targeted OEM series, including nickel, bronze, flux-cored wires, and industrial-grade sub-arc flux formulations.