Engineered for exceptional arc stability, low spatter, and premium mechanical properties. Browse our top-selling OEM electrodes, wires, and fluxes.







Founded in 2007, Shijiazhuang Tianqiao Welding Materials Co., Ltd. has established itself as an authoritative, high-capacity, and technologically advanced OEM welding consumables manufacturer. Strategically situated 30 kilometers southwest of Shijiazhuang, our facility enjoys rapid logistical proximity to the 107 National Highway, Shixing Highway, and Jingzan Highway, enabling streamlined domestic and international distribution pathways.
Supported by a comprehensive technical infrastructure, we operate dedicated R&D divisions, modern QC laboratories, and fully integrated production departments. Our flagship brands, "Yuanqiao" and "Changshan", are recognized globally for delivering outstanding arc stability, uniform deposit chemistry, superior mechanical integrity, and easy slag detachability.
By blending metallurgical expertise with custom OEM capabilities, we serve the specialized demands of global distributors, welding equipment suppliers, and manufacturing yards. We focus on delivering precise chemistry control to ensure safety and structural integrity under strict regulatory guidelines.

How localized supply chains, state-of-the-art smelting, and efficient production lines translate into superior value for global procurement.
Leveraging China's dominant position in the global steel supply chain, we secure premium raw wire rods, silicate binders, and alloying powders with reduced inland logistics costs. This structural edge enables us to pass direct savings to global OEM partners without compromising metallurgical standards.
Our in-house R&D centers optimize flux formulations (rutile, basic, acidic, cellulosics) to match specialized welding environments. By adjusting the trace element composition, such as titanium, manganese, and nickel levels, we optimize slag viscosity and puddle control.
We provide full-spectrum OEM services, encompassing customized branding, proprietary label printing, vacuum-sealed packaging, and custom chemical formulations to align with specific regional requirements (AWS, EN ISO, JIS, GB/T).
In high-strength structural engineering, offshore platforms, and pressure vessel fabrication, the choice of welding consumables determines the service life of the component. Selecting the proper welding electrode involves matching base metals with weld deposits that deliver equivalent mechanical properties, corrosion resistance, and cracking mitigation.
For instance, in Austenitic Stainless Steel welding (using AWS E316L-16 or E308-16), maintaining a balanced delta-ferrite content is critical. A ferrite level that is too low can result in hot cracking (solidification cracking) in heavy restraint joints, whereas excessively high ferrite levels compromise low-temperature toughness and accelerate embrittlement at elevated temperatures. Our laboratory controls the chromium-to-nickel equivalent ratio using the WRC-1992 diagram to ensure stable, crack-resistant performance.
In Cast Iron repair applications, utilizing advanced nickel-core electrodes (AWS ENi-Cl / Z308 and AWS ENiFe-Cl / Z408) is necessary. The high nickel content accommodates thermal stresses and prevents hardening of the heat-affected zone (HAZ), enabling smooth machining post-weld.
Formulated for general fabrication, structural steel frames, and light-duty sheet metal. Delivers high arc stability, minimal spatter, and a self-peeling slag layer.
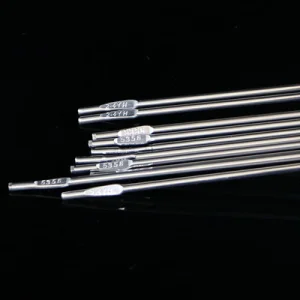
Designed for chemical processing plants, food grade containers, and marine structures. Ensures excellent intergranular corrosion resistance and clean weld profiles.
Engineered for machinery rebuilding, agricultural equipment, and high-impact repair work. Focuses on heat resistance and structural toughness under load.
Tianqiao Welding provides comprehensive solutions for large-scale engineering tasks. Our products are formulated to ensure reliability across critical applications:
Our products are 100% exported and have successfully integrated into international supply chains. We serve distributors and industrial procurement agencies in:

The global welding industry is transitioning toward increased automation, low-environmental impact, and high-efficiency metallurgical configurations. Standard manual metal arc welding (MMAW) is being combined with semi-automatic and robotic GMAW (MIG/MAG) and SAW (Submerged Arc Welding) configurations to improve weld deposition rates.
We are focusing R&D efforts on reducing diffusible hydrogen in low-alloy consumables to mitigate hydrogen-induced cold cracking in high-tensile steels. Additionally, our formulations emphasize low-smoke flux designs, reducing hexavalent chromium and manganese emissions to support safer operator environments and align with modern industrial health and safety standards.
Through the integration of precise grain-refining additives, we ensure that our weld deposits retain mechanical toughness, particularly in Charpy V-notch impact tests performed at sub-zero temperatures down to -60°C.
Explore our specialized stainless steel, mild steel, cast iron, bronze, and slag-reducing flux solutions.







Technical answers from our engineering team on selection, storage, and custom OEM processes.
The fundamental distinction lies in the carbon content of the weld metal. The "L" in E316L designates low carbon (maximum 0.04%), which minimizes carbide precipitation at grain boundaries (intergranular corrosion) during exposure to temperature zones of 425–815°C. E316L-16 is preferred for offshore, chemical, and food service applications where long-term corrosion resistance is critical.
A high-quality copper coating on ER70S-6 wire serves multiple functions: it facilitates electrical conductivity at the contact tip, reduces friction in the liner for consistent wire feed speed, and prevents surface oxidation of the mild steel core. Our production line controls the thickness of this layer to ensure proper current transfer without causing copper embrittlement of the weld metal.
Basic electrodes (such as E7018 class coatings) are hygroscopic and absorb atmospheric moisture, which increases diffusible hydrogen and the risk of cold cracking. We recommend storing them in moisture-proof packaging. If exposed to the atmosphere, basic electrodes should be re-baked at 300–350°C for 1 to 2 hours prior to use to ensure clean, hydrogen-free weld structures.
We provide full OEM integration. This includes manufacturing specialized chemical compositions for custom metallurgical applications, custom dimensions, private labeling, custom box designs, and barrier-protected, vacuum-sealed packaging configurations (plastic spools, metal baskets, or sealed drums).